-

河南宝润机械有限公司
主营:钢筋弯曲中心,数控钢筋弯箍机,钢筋笼滚焊机,钢筋镦粗机,钢筋焊网机

河南宝润机械有限公司
主营:钢筋弯曲中心,数控钢筋弯箍机,钢筋笼滚焊机,钢筋镦粗机,钢筋焊网机 7
7
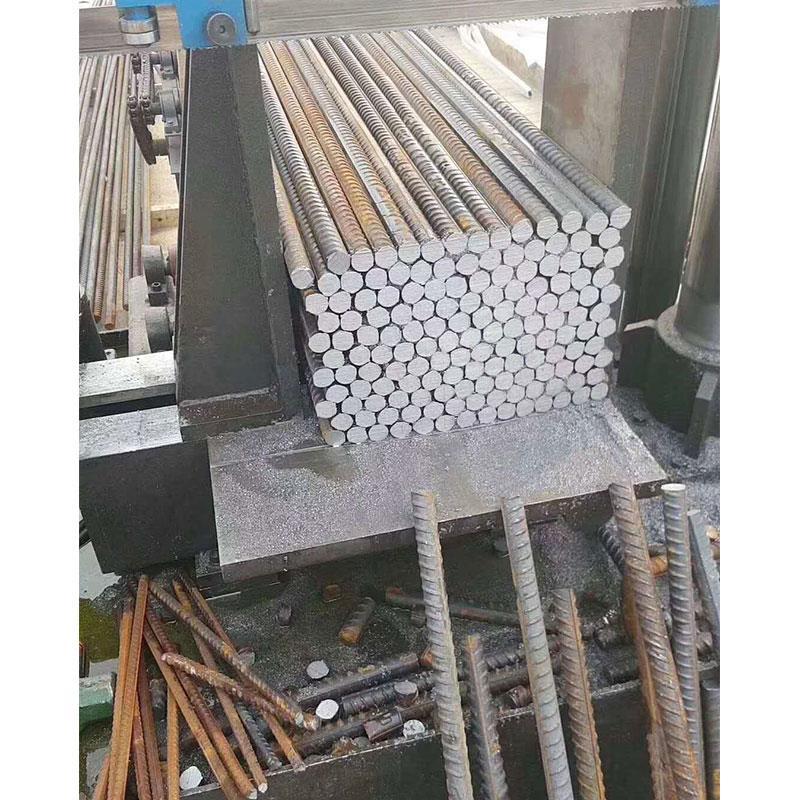
河南郑州数控锯床操作规程
其特征在于,

自动运行时,锯身自动升起至工件上方*高度,并下降至切割状态,有效地缩短了空程时间。水平方向材料液压卡紧,卡紧力无级可调。上料装置可将沉重的材料按预编程序运送到*的加工位置。一旦程序*的加工任务结束或者材料已用完,则自动运行中止并自动停机。
GZ4240带锯床性能特点:
1.双立柱结构,保证导向精度,锯削稳定可靠.
2.锯床传到机构精密平衡校正,减少振动确保锯带不易断齿、拉齿.
3.机械动力清屑装置,有效清理锯齿间铁屑,保护延长锯带使用寿命.
GZ4240锯床技术参数:
1.较大锯削规格(mm):φ400 □450×400
2.工作方式:钳口液压夹紧
3.锯带规格(mm):4750×34×1.1
4.主电机功率(KW):4.0
5.油泵电机功率(KW):1.1
6.水泵电机功率(KW):0.04
7.锯床净重量(KG):1300
8.锯带线速度(m/min):25/50/75
9.机床外型尺寸:2300L*1200W*1650H
GZ4240带锯床性能特点:
1.双立柱结构,保证导向精度,锯削稳定可靠.
2.锯床传到机构精密平衡校正,减少振动确保锯带不易断齿、拉齿.
3.机械动力清屑装置,有效清理锯齿间铁屑,保护延长锯带使用寿命.
GZ4240锯床技术参数:
1.较大锯削规格(mm):φ400 □450×400
2.工作方式:钳口液压夹紧
3.锯带规格(mm):4750×34×1.1
4.主电机功率(KW):4.0
5.油泵电机功率(KW):1.1
6.水泵电机功率(KW):0.04
7.锯床净重量(KG):1300
8.锯带线速度(m/min):25/50/75
9.机床外型尺寸:2300L*1200W*1650H

带锯床安全操作规程
1、带锯床操作及维修人员,必须经过专业培训,掌握带锯床操作和维修技能。作业人员应确保充足睡眠,保持精力集中。
2、变速时必须先停车再打开防护罩,转动手柄使皮带放松,将三角皮带置于所需速度的槽中,然后张紧皮带,盖好防护罩。
3、除屑钢丝刷的调整应使钢丝接触带锯条的齿部,但不要过齿的根部,注意观察钢丝刷是否能清除铁屑。
4、根据所加工工件的尺寸大小沿燕尾导轨调整导向臂,调整完毕后必须锁紧导向装置。
5、锯料较大直径不得过规定,工件必须夹持牢固。
6、带锯条松紧应适当,速度和进给量必须恰当。
7、铸铁、铜、铝件不加切削液,其它均需加切削液。
8、切削途中锯条断裂,调换新锯条后,工件必须翻身重新锯,锯弓放下时应缓慢,不得冲击。
9、切削过程中操作者严禁离开岗位,严禁带手套操作。
10、每班下班时,必须切断电源,打开防护罩,清除被带入锯轮周围的切屑,做好日常维护保养及周围清扫工作。
同时采用双转轴并排形成长V形块定位方式,
周孜亮等以加工中心主轴箱为对象,
另外,每个锤头的下部还设有一套单独的液压,可以利用其进行适当合理的与改变,从而在本质上程度地保证锤头每次落下的冲击力,有效地保证了设备工作的。因此,控制的油温是非常重要的。高达1250px或者常见的工作深度,而且喷嘴能够多角度作业, 物料回收—从老化的路面上铣削出尺寸的物料块,并可以用多种回收。
河南郑州数控锯床操作规程
下一篇:安徽滁州锯床型号代表什么